

玻纤增强尼龙常见的注塑缺陷及解决方案
PA用玻璃纤维(GF)增强改性后,其强度、硬度、耐疲劳性、尺寸稳定性、耐蠕变性等均有很大提高。玻纤在PA树脂基体中的分散性与粘结强度对产品性能影响很大。在实际生产过程中,玻纤增强PA注射成型制品常存在各种缺陷,小编现对玻纤增强PA的注塑工艺流程及产生缺陷的原因和解决方法进行分析。
一、 玻纤增强尼龙注塑工艺流程
在塑料原材料、注塑机和模具确定之后,注塑工艺参数的选择和控制是保证制件质量的关键。完整的注塑工艺过程,按其先后顺序应包括成型前的准备、注射过程、制件的后处理等。
1.成型前的准备
成型前的准备为使注射过程能顺利进行并保证塑料制件的质量,在成型前应进行一些必要的准备工作。
1)原料性能确认
塑料原料的性能与质量将直接影响塑料制件的质量。
2)原料的预热和干燥
在塑料成型加工过程中,原料中残余的水分会汽化成水蒸气,留存在制件的内部或表面,形成银丝、斑纹、气泡、麻点等缺陷。而且水分及其它易挥发的低分子化合物也会在高热、高压的加工环境中起催化作用,使PA发生交联或降解,影响表面质量,也会使性能严重下降。常用的干燥方法主要有热风循环干燥、真空干燥、红外线干燥等。
2.注射过程
注射过程一般包括加料、塑化、注射、冷却和脱模几个步骤。
1)加料
由于注射成型是一个间歇过程,因而需定量(定容)加料,以保证操作稳定,塑料塑化均匀。
2)塑化
加入的塑料在料筒中加热,由固体颗粒转化成粘流态并且具有良好可塑性的过程称为塑化。
3)注射
不论采用何种形式的注塑机,注塑过程均可分为充模、保压、倒流等几个阶段。
4)浇口冻结后的冷却
当浇口系统的熔料已经冻结后,继续保压已不再需要,因此可退回柱塞或螺杆,卸除料筒内塑料的压力,并加入新料,同时通入冷却水、油或空气等冷却介质,对模具进行进一步的冷却,这一阶段称为浇口冻结后的冷却。
5)脱模
制件冷却到一定的温度即可开模,在推出机构的作用下将制件推出模外。
3.制件后处理
后处理是指对注射成型所得到的制件进行进一步稳定其性能或提高其性能的工艺过程,通常包括热处理、调湿处理、后加工等。
二、加工中出现的缺陷
在注塑加工过程中可能由于原料处理不好、制品或模具设计不合理、操作人员没有掌握合适的工艺操作条件或者因机械方面的原因,常常使制品产生很多缺陷。在生产玻纤增强PA时最容易出现的就是表面外观不良,主要为玻纤外露、烧焦、料花、凹痕、银纹、波纹、溢边等。
1.玻纤外露
玻纤相对于PA的流动性要差很多,而物料在模具中的流动是以从夹层中间往前流,两边往外翻动的方式流动的,所以流动性好的肯定是跑到前面,而流动性不好的就会停留在模具表面。一般采取以下措施可以降低露纤的比例:
1)改性造粒时建议使用双螺杆挤出机造粒,添加 LUBDE 50EP(帝润化工)润滑剂,以提高其分散性,包覆性,对GF外漏有降低效果。
2) 增加射胶速度。增加速度后,玻纤和PA虽然流动速度不同,但相对于高速射胶而言,这个相对速度差的比例就很小了。
3) 提高模具温度。提高模具温度就是为了减少玻纤和模具的接触阻力,让玻纤和PA的速度差尽量变小,并且让物料流动时的中间层尽量厚,两边的壳层尽量薄。
4) 降低计量室温度,减少溶胶量。这样是让PA和玻纤分离的可能性尽量降低。

图 玻纤外露(图片来源于LCPbuy)
2.烧焦
在填充过程中,模具型腔内除原有空气外,还有在成型过程中形成的挥发气体,高速注射时气体被压缩产生高温,易引起制件局部炭化或烧焦。引起烧焦的原因如下:
1)模具排气不良;
2)成型温度太高;
3)注射速度太高;
4)注塑压力太高;
5)原料中水分含量太高。
生产中应根据具体原因采取相应的改进措施。
3.料花
料花是因为GF成团。如果需要得到高质量的GF增强PA,建议用双螺杆挤出机造粒,对于GF的选择,可以选用PA专用增强GF,同时加入润滑剂、偶联剂或者增容剂,接枝类型的增容剂加入量在3%左右。还可以加入0.7%左右的LUBDE 50EP(帝润化工)润滑剂,表面效果会明显提高。

图 料花(图片来自论坛)
4.凹痕
引起凹痕的可能原因及其解决方法如下:
1)填充入料不足或加料量不够,应增加加料或打开下料口闸板;
2)浇口位置不当或浇口不对称,应根据具体情况予以调整;
3)分流道、浇口不足或太小,应增多分流道和增大浇口尺寸;
4)制品壁厚不均匀,应对模具进行修改或增加注塑压力。
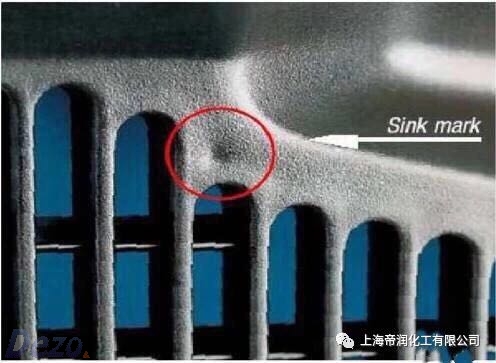
图 凹痕(图片来自网络)
5.玻纤银纹
加入了玻纤的制件表面部分出现金属亮点等银纹缺陷,尤其是凸起部分料流区及流体再次会合的接合线附近。引起银纹的原因及解决方法如下:
1)注射速度太低,应增加注射速度,考虑用多级注射(先慢-后快);
2)模具温度太低,应增加模具温度;
3)熔料温度太低,应增加料筒温度,增加螺杆背压;
4)熔料温度变化大,应增加螺杆背压,降低螺杆速度,使用较长的料筒以缩短行程。
6.波纹
引起波纹的可能原因及其解决方法如下:
1)浇口小,导致胶料在模腔内有喷射现象,应修改浇口尺寸或降低射胶压力;
2)流道曲折,狭窄,粗糙度差,供应胶料不足,应修改流道和降低其粗糙度,使胶料供应充足;
3)制件切面厚薄不均匀,面积大,形状复杂,应设置制件使切面厚薄一致,或去掉制件上的突盘和凸起的线条;
4)模具冷却系统不当或模具温度低,应调节冷却系统或增加模具温度;
5)熔料温、模具或喷嘴温度低,应增加熔胶筒温度和射嘴温度;
6)注塑压力、速度设置太小,应增加相应参数设定值。
7.溢边
沿分型线的地方或模具密封面会出现薄薄的飞边。在多数情况下,溢边的产生是因为在注射和保压的过程中机器的合模力不够,无法沿分型线将模具锁紧并密封。如果模腔内有地方压力很高,此处模具变形就有可能造成溢模。在高的成型温度和注射速度条件下,熔料在流道末端仍能充分流动,如果模具没有锁紧就会产生溢边。可采取的措施如下:
1)增加锁模力;
2)降低注射速度,采用多级注射(快-慢);
3)早一点保压切换;
4)降低料筒温度;
5)降低模壁温度;
6)降低保压压力。
三、结语
工艺设计对正确设定加工工艺,降低生产成本,提高产品质量起着关键作用。通过合理工艺条件的选择与控制,可以大大减少GF增强PA制品缺陷的产生。
注:文档资料来源于艾邦高分子,由曹工整理修改。
技术工程师 曹工 153 0165 0612
公司:上海帝润化工有限公司,专业的 塑料润滑剂 供应商。技术咨询热线:021-52683036
- 上一篇:尼龙工程塑料的性能优势及应用 2022/6/27
- 下一篇:色母粒知识――必知常识 2022/6/27