

挤出机螺杆的入门知识
挤出机螺
挤出机螺杆的作用是使胶料随螺杆旋转运动逐渐变为直线运动,向机头方向推移,并与机身相配合,压缩生热、软化搅拌,混合胶料。
1
基本知识
螺杆是由螺纹和圆柱体组成的。螺杆沿中心线有长孔,可通冷却水。螺杆的尾部装在止推轴承内,避免挤橡时产生反作用力把螺杆推出。
螺杆的直径比机身的钢套内径稍小,即螺杆的直径与钢套内表面要有间隙,其间隙一般控制在螺杆直径的0.002~0.004倍。间隙太小会造成螺杆“扫膛”,产生磨损,甚至产生卡死螺杆的现象;间隙太大胶料回流影响挤出量,生产效率低,还会影响产品品质。
2
螺杆的螺纹特性
螺纹深度与设备生产能力有直接关系,螺纹深度大,在一定压力下,挤出胶料多。但胶料塑化困难,螺杆强度也差。螺杆螺纹深度一般控制在螺杆直径的0.18~0.25倍。螺纹的推进面应该垂直于螺杆的轴线,而推进面的相对面应该有一定的斜度。相邻螺纹的轴向距离称为螺距,橡胶挤出机螺杆一般为等距不等深双头螺纹螺杆。螺距之间的容积计算如下:
tgФ=L/πD
F=h(πD tgФ-e)式中:Ф――螺杆推进面的相对面的斜度
L――螺距
D――螺杆直径
e――螺纹顶峰宽度
F――螺距之间的容积
螺纹顶峰宽度一般取0.07~0.1倍螺杆直径,其中小规格挤橡机的螺杆可取较大值,而大规格挤橡机的螺杆可取较小值,螺纹顶峰宽度不能取得太小,取得太小顶峰处强度太小;取得太大,将减小螺纹容积。影响产量,并因摩擦生热引起胶料焦烧。螺纹的距离一般等于或稍大于螺杆直径。
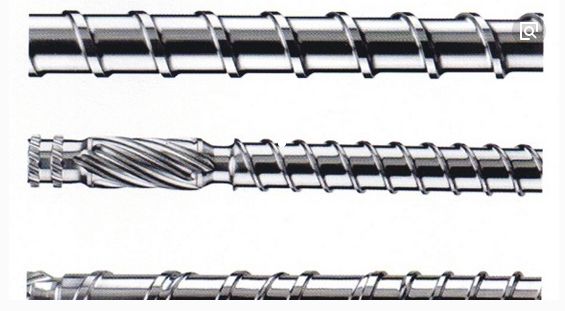
螺杆的头部有三种形状:平形、半圆形及圆锥形。现常用的是圆锥形螺杆。
3
螺杆的长径比
螺杆的长径比是螺杆的长度L与螺杆的直径D之比。螺杆长径比大,也就是螺杆工作部分长,胶料塑化好,混合均匀,胶料受压力大,产品质量好。但螺杆长易引起胶料焦烧,螺杆加工困难,增加挤出功率。用于热喂料挤橡机的螺杆一般取长径比4~6倍,用于冷喂料挤橡机的螺杆一般取长径比8~12倍。
4
螺杆的压缩比
螺杆进料端第一个螺距的容积与出料端最后一个螺距的容积之比,称为螺杆压缩比。压缩比计算公式如下:
(S1-e)(D-h1)h1
I = ―――――――――
(S2-e)(D-h2)h2
式中:S1――螺杆进料端第一个螺距mm
S2――螺杆出料端最后一个螺距mm
h1――螺杆进料端螺槽深度mm
h2――螺杆出料端螺槽深度mm
D――螺杆直径mm
e――螺纹顶峰宽度mm
螺杆压缩比可以用以下几种方法得到:
1、 螺距变化,螺槽深度不变;
2、 螺槽深度化,螺距不变;
3、 螺距和螺槽深度都变化。
电线电缆厂大都采用等距不等深螺杆。其压缩比计算公式如下:
I = h1/h2
压缩比大小对产品的质量有很大的影响,压缩比大,胶料紧密度高,表面光滑。压缩比太大则胶料对螺杆的反作用也大,螺杆容易被折断。挤橡机螺杆压缩比一般控制在
1.3:1到1.6:1。
还有一种螺杆是分离型螺杆。这种螺杆是在螺杆的中段增加一条附加螺纹。螺杆共分三段:加料段、熔融段、计量段。有附加螺纹的中段是熔融段,加料段是指螺杆进料处到附加螺纹的起点部分,计量段是指螺杆头部到附加螺纹的终点的部分。
5
螺杆的材料
螺杆必须耐热、耐磨、耐磨蚀。因此在加工螺杆时要进行热处理,表面镀铬或渗氮。常用的材料有45#钢或铬钼铝合金钢等。
分段
物料在挤出机螺杆中的运动是分为三段研究的,因而螺杆的设计也往往分段进行。由于各段是连续通道,所以在实际生产中,只要能满足要求,并不是非把螺杆分成三段不可,实际上有的螺杆只有两段,有的还不分段。例如挤出尼龙这一类结晶性好的材料时,只有加料段和均化段,一般的螺杆挤出软聚氯乙烯塑料的螺杆,可以采用全部压缩段,而不必分成加料段和均化段。
螺杆的分段式从经验得到的,主要决定于物料的性质。加料段长度可以从0至占螺杆全长的75%,大体说来挤出结晶性聚合物时最长,硬性无定型聚合物次之,软性无定型聚合物最短。压缩段长度通常占螺杆全长的50%,当然象上述尼龙和软聚氯乙烯塑料例外。挤出聚乙烯时均化段长度可取全长的20一25%。但对某些热敏性材料(如聚氯乙烯),物料在这一段不宜停留过长,可以不要均化段。有些高速挤出机均化段长度竟取50%。
压缩比
各种塑料所要求的挤出机压缩比并不是固定不变的,可以有一个范围。原料不同,要求的压缩比也不一样。例如挤出软聚氯乙烯塑料时,如果是粒状料,螺杆压缩比常取2.5-3,如果是粉状混合料,压缩比可取4 ~ 5。螺杆压缩比的选择。
压缩比的取得,可以用以下几种方法得到:
(1)螺距变化(等深不等距)。这种结构的优点在于压缩比较大时不影响螺杆强度,缺点是螺杆加工困难,接近螺杆端部时螺旋角太小使料流不能畅通,容易产生窝料。
(2)螺槽深度变化(等距不等深)。它的优点是加工制造容易,物料与机筒接触面积大,传热效果好。缺点是强度削弱大,在使用长螺杆和大压缩比时特别要注意。
(3)螺距和螺槽深度都变化(不等距不等深)。如果设计得当,这种螺杆可以获得最大的优点和最小的缺点。 实际生产中主要从加工制造方便考虑,等距不等深螺杆应用最多。
长径比L/D
塑料挤出机挤出成型用塑料品种较多,一根螺杆不可能成型所有的塑料。应根据原料特性,并尽可能考虑各种原料的共性来设计螺杆,使一根螺杆能同时挤出几种塑料,这在工业生产上是有经济意义的。螺杆后端的反螺纹起防止漏料的作用。
螺杆长径比L/D,螺杆直径D指螺杆螺纹的外径。螺杆有效长度L指螺杆工作部分长度,如图3-14所示。有效长度和螺杆总长不同。长径比就是螺杆有效长与直径的比值。早期的拚出机螺杆的一长径比较小,只有12-16。随着塑料成型加工工业的发展,挤出机螺杆的长径比逐渐增大,目前常用的为15、20、25,最大可达43。
增加长径比有如下好处,
1.螺杆加压充分,制品的物理机械性能均可提高。
2.物料塑化好,制品外观质量较好。
3.挤出量提高20-40%。同时,长径比大的螺杆特性曲线斜率小,较平坦,挤出量稳定。
4.有利于粉料成型,如聚氯乙烯粉料挤管。
但增加长径比使螺杆的制造和螺杆与机筒的装配变得困难。因此,长径比不能无限制增大。
公司:上海帝润化工有限公司,专业的 塑料润滑剂 供应商。技术咨询热线:021-52683036
- 上一篇:双螺杆挤出机设备出问题及处理方法 2022/6/27
- 下一篇:SPC地板生产技术 2022/6/27